Unlike Marlin and most other firmwares, RepRap Firmware does not require recompilation for different printers. The changes that you would normally make to configuration.h in Marlin are now all made with gcode. At the most basic level you can type gcode commands into pronterface each time you want to setup the printer - however that would quickly get very tedious. Instead the printer configuration is set within /sys/config.g on the SD card.
This tutorial will walk through the common parts of config.g for a Mendel90 style printer with dual extruders. If you have a single extruder printer then the comments will highlight what to leave out. It is assumed you are using DC42's fork of the RepRap Firmware and was written while version 1.00f was the most current version.
It is helpful if you refer to the gcode page on the reprap wiki as you follow along.
The order of the commands is not always strictly important however in some cases it is, for example you should define your tools before setting their offsets.
Gcode format
in general gcodes are formatted in the following manner:
[gcode_letter][number] [switch][information] [switch][information]
example
G1 X10 F3000
So its a "G" command, number "1", with the first switch being "X" with the information "10", the second switch being "F" with the information "3000". This command moves (G1) 10mm in X (X10) at 3000mm/m (F3000)
Another example is
M550 PMendel90
Where The command is an "M" command, with the switch "P" and the information "Mendel90". This sets the printer name to "Mendel90".
Name and Networking
Much of this is similar to the RepRap Ormerod at this point as it is the same for most machines:
; Configuration file for Mendel90 Example
; Think3dprint3d.com
;
M111 S0 ; Debug off
M550 PMendel90 ; Machine name (can be anything you like)
M551 Preprap ; Machine password (currently not used)
M540 PBE:EF:DE:AD:FE:ED ; MAC Address
M552 P192.168.1.14 ; IP address
M553 P255.255.255.0 ; Netmask
M554 P192.168.1.1 ; Gateway
M555 P2 ; Set output to look like Marlin
G21 ; Work in millimetres
G90 ; Send absolute coordinates...
M83 ; ...but relative extruder moves
You should set the IP address to be within the same subnet as your network, and not to an address that could be allocated to something else (eg, outside of your DHCP range). The MAC address should not be the same as one already on your network.
M83 sets the extruder to relative extruder moves which is intuitive when sending gcode commands by hand to move the extruder - for example when doing calibration. Cura (and Slic3r by default) expect gcodes to be absolute, rather than relative so I add M82 to the start.gcode to ensure when printing the firmware is in absolute gcode mode.
Set Axis and drives
;axis & drives setup
M906 X800 Y800 Z800 E800:800 ; Motor currents (mA) (Extruder set below)
M92 X80 Y80 Z4000 ; axis steps/mm
M92 E649:639 ; Set extruder steps/mm
;set axis/drive directions
M569 P0 S1 ;x axis +'ve
M569 P1 S0 ;y axis -'ve
M569 P2 S0 ;z axis -'ve
M569 P3 S0 ;E0 drive -'ve
M569 P4 S1 ;E1 drive +'ve
M201 X800 Y800 Z15 E2000 ; Accelerations (mm/s^2)
M203 X15000 Y15000 Z180 E3600 ; Maximum speeds (mm/min)
M566 X600 Y600 Z30 E20 ; Minimum speeds mm/minute
The Duet and Duex4 have digital control of the stepper current - this is set with M906, note the extruder parameter is delimited with a colon ":", this allows for different currents to be set of each extruder drive. This same delimitation is used for M92, allowing different extruder steps/mm to be set for each drive.
M569 sets the axis direction, in this example the printer is wired up in such a manner that X and E0 move in the +'ve direction when a positive movement is send, however Y,Z and E1 move in the negative direction. To correct that the switch "S0" is used, after this command a positive movement to Y,Z or E1 will move them in a positive direction.
M566 is the minimum or instantaneous speed change numbers, they are referred to as X,Y or E Jerk in Marlin. In all these cases I have used a single number for E, that sets the same for all extruders. if your extruders have different designs then you may want to set different speeds and accelerations for each one.
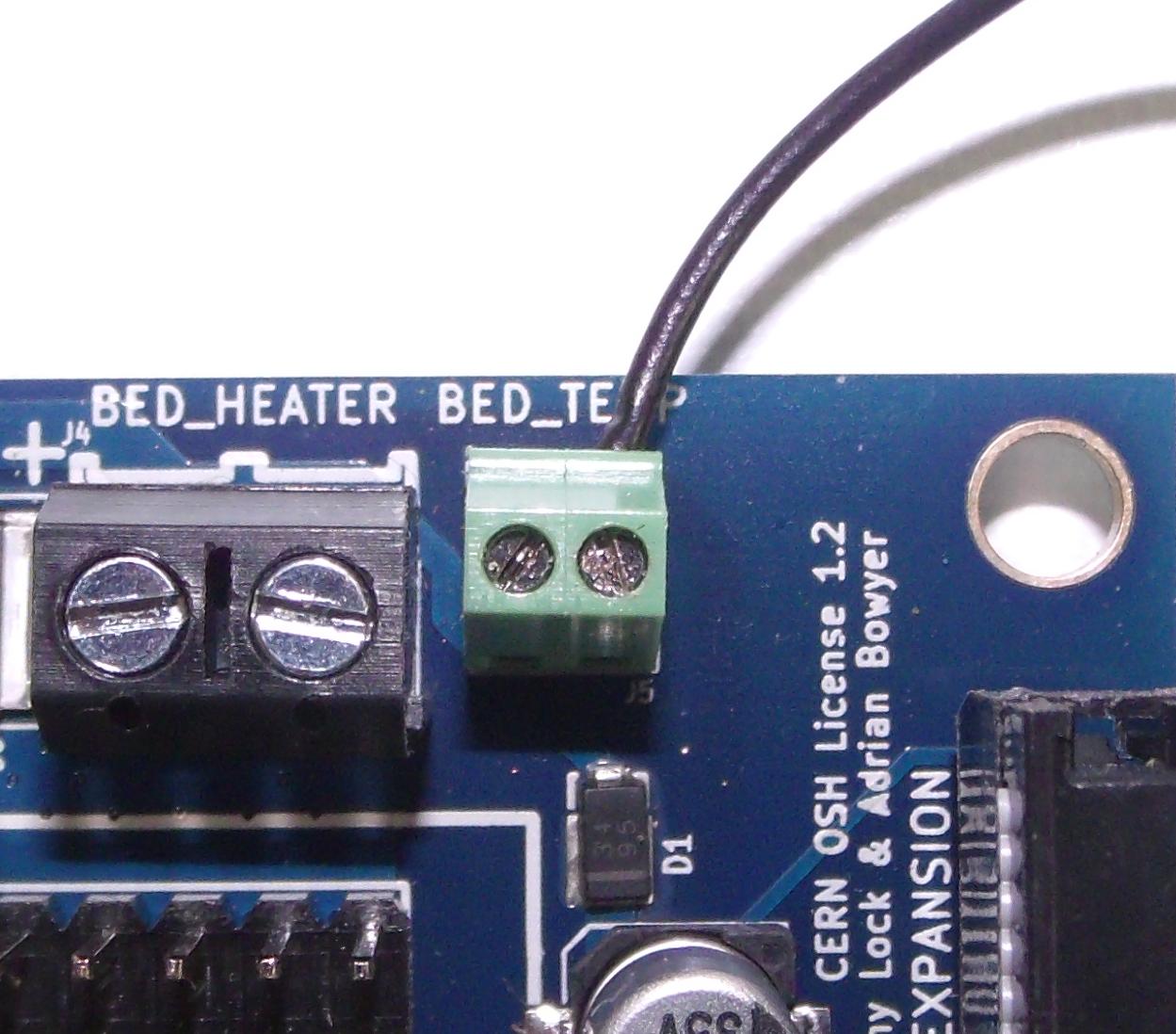
Thermal Settings
;Thermal Settings
M305 P1 R1000 B4267.0 ;1K bias resistor, B value for Semitec 104-GT2
M305 P1 T100000 ;100K thermistor
M305 P2 R1000 B4267.0 ;1K bias resistor, B value for Semitec 104-GT2
M305 P2 T100000 ;100K thermistor
M305 P0 R1000 B4540 ;1K bias resistor,B value for Epcos B57861S104F40
M305 P2 T100000 ;100K thermistor
M140 S0 R0 ;set the bed to "0,0" at start up
M305 sets the heater thermistor information. P1 = hotend 0, P2= hotend 1, P0 = Heated bed. R1000 = a 1K bias resistor, if you are using a RepRapPro Duet then use R4700 as they use a 4.7k bias resistor. T100000 = 100K @25C thermistor. Finally all heaters are set to -273C by default so the M140 sets the bed to 0 active, 0 standby at startup which helps when using a control panel such as the PanelDue to control the printer. The hotend stat values are set later.
Define Tools
M563 P1 D0 H1 ; Define tool 1
M563 P2 D1 H2 ; Define tool 2
M563 P3 D0:1 H1 ; Define tool 3
RepRap Firmware modifies the concept of a "Tool". No longer does the tool change commands "T0", "T1" etc, select an extruder drive and hotend combination that is designed into the printer with no easy way to change it, other than change the hardware. A tool now consists of any number of extruder drives, and heater combinations. The first line above
M563 P1 D0 H1 ; Define tool 1
defines a tool (number 1, "P1") that uses drive 0 (the first extruder drive, E0), and the second heater ("H1"). It is important to remember that the Heated Bed is the first heater configured in firmware, so the extruder 0 heater is H1. In a similar manner the second line
M563 P2 D1 H2 ; Define tool 2
defines tool number 2 which uses the second drive (D1) and the third heater, which is the E1 heater (H2).
The third tool define is where it gets interesting and shows off the potential power of this method of defining tools.
M563 P3 D0:1 H1 ; Define tool 3
This defines tool 3 to use both drive 0 and drive 1, but just heater 1. This sort of tool would fit a hotend like e3d's Cyclops.
Set offsets
RepRap Firmware can use G10 to set temperature and position offsets.
G10 P1 S0 R0 ; Set tool 1 operating and standby temperatures
G10 P2 S0 R0 ; Set tool 2 operating and standby temperatures
G10 P2 X18 ; Set tool 2 offset on X axis
The first line sets the active and standby temperature of Tool 1 to 0, the second does the same for tool 2. The third sets the X offset to +18 for Tool 2, the second nozzle on an e3d Chimera is in line on Y but +18 on X, an alternative would be:
G10 P2 X-9 ; Set tool 2 offset on X axis
G10 P2 X9 ; Set tool 2 offset on X axis
Which would keep the hotends centered around 0,0 - better for a delta printer.
That concludes the config.g settings required for a standard cartesian printer.
Other files within the /sys/ directory
The concept of using gcodes to perform all printer functions, rather than precompiled routines extends to homing, probing and tool changes. Also within /sys/ on the SD card are the following files as standard
homeall.g
homex.g
homey.g
homez.g
tfree1.g
tfree2.g
tpost1.g
tpost2.g
tpre1.g
tpre2.g
Homing routines are galled in the notmal manner (G28 X for home x for example) however when that command is set, the RepRap Firmware uses the gcode within the relevant "home__.g" file to perform the homing. For example homex.g:
G90 ; absolute movement
G92 X0 ; set X to 0
G1 X300 F6000 S1 ; move fast to a large +'ve value, stop when an endstop is hit
G92 X200 ; set X to value of X max
G1 X195 F200 ; move back 5 mm
G1 X205 F200 S1 ; move forward again, slowly stop when endstop hit
G92 X200 ; set X to value of X max
This routine will home quickly until the endstop is reached, the back away and home slowly until its reached again. It makes use of the addition "S1" to the G1 command which stops when an endstop is triggered. Note that our mendel90s home to Max on all axis.
"homeall.g" would normally be a combination of homex.g, homey.g and homez.g:
G90 ; absolute movement
;home X
G92 X0 ; set X to 0
G1 X300 F6000 S1 ; move fast to a large +'ve value, stop when an endstop is hit
G92 X180 ; set X to value of X max
G1 X175 F200 ; move back 5 mm
G1 X185 F200 S1 ; move forward again, slowly stop when endstop hit
G92 X180 ; set X to value of X max
;home Y
G92 Y0 ; set Y to 0
G1 Y300 F6000 S1 ; move fast to a large +'ve value, stop when an endstop is hit
G92 Y190 ; set Y to value of Y max
G1 Y185 F200 ; move back 5 mm
G1 Y195 F200 S1 ; move forward again, slowly stop when endstop hit
G92 Y190 ; set Y to value of Y max
G1 X100 F6000 ; center the X carriage before homing Z to clear the bowden tubes
;home Z
G92 Z0 ; set Z to 0
G1 Z300 F200 S1 ; move fast to a large +'ve value, stop when an endstop is hit
G92 Z200.85 ; set Z to value of Z max
G1 Z195 F200 ; move back 5 mm
G1 Z205 F60 S1 ; move forward again, slowly stop when endstop hit
G92 Z200.85 ; set Z to value of Z max
Note the "G1 X100 F6000 line before the Z home. This means that the X carriage will be centered before homing Z, ensuring that the bowden tubes pass easily out of the enclosure.
The "Tfree1.g" etc are called on tool change in the following way:
TfreeN.g is run when tool N is freed
TpreN.g is run before tool N is set active
TpostN.g is run after tool N is set active
so for example in Tpost1.g you may have:
M116 P1
to wait for tool 1 to get to temperature before continuing with the print.
Or you may have
G1 X10 Y10 F6000
in Tfree1.g to move the extruder outside of the object being printed before changing tools.
DC42 is working on further macros, specifically for Delta printers and probing. Examples of these can be seen here.
Web Interface Upload
You can use the web interface to upload all the modified files so changes are very quick and easy to make and save:
You can also view the current config.g contents in the web interface.


















{kind=link}