
Here are some test prints with objects downloaded from thingiverse. The printer is also a remix on thingiverse.
 |
| Dual extrusion dice by davemenc |
 |
| Two colour standing cat by nervoussystem |
 |
| Traffic Cone for Dual Extrusion by CocoNut |
Dual Extruders
The hot ends are the RepRapPro design, specifically meant for 1.75mm bowden systems and well proven on their printers.

I have also used RepRapPro mini extruders which are nice and compact with the inner gear mechanism.

The only changes I have made in the extrusion system as a whole is the bowden tube is more than twice as long to accommodate the difference in extruder mounting position and printer height.

I have also used RepRapPro mini extruders which are nice and compact with the inner gear mechanism.

Modified X Carriage
The main change to the Lasercut Mendel90 itself is a modified X carriage to mount the hot ends, including a mount for the breakout circuit board.
The OpenSCAD render below shows the main components including the locations for the hot ends (in transparent grey).

The OpenSCAD render below shows the main components including the locations for the hot ends (in transparent grey).

I have forked the Lasercut Mendel90 code on Github as "dual" and uploaded the changes (the stls that have "RRPE" in their files names.

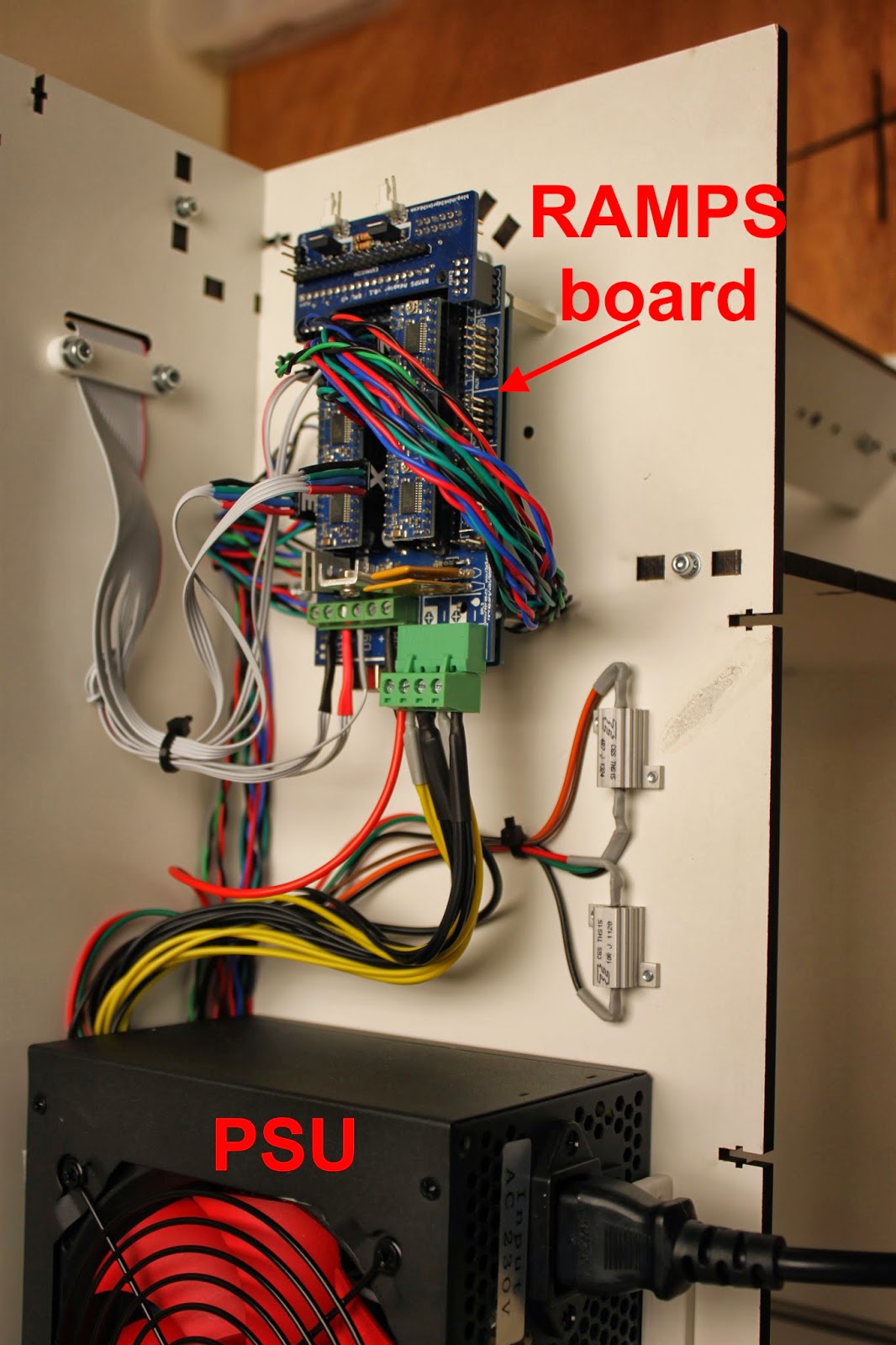
Wiring and Firmware changes
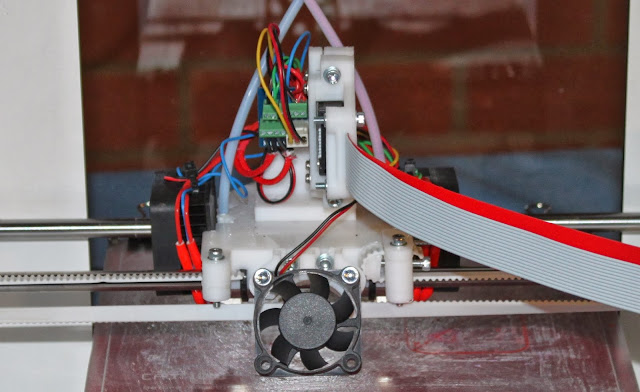
The extruders wired into the existing PCB utilizing the original E motor connections to carry the second heater current and the probe connection for the second thermistor:
Update for ease of understanding:
For reference the circuit board is labelled as follows, where the red numbers are not printed on the PCB

On the connector it should look like this:
Update for ease of understanding:
For reference the circuit board is labelled as follows, where the red numbers are not printed on the PCB
On the connector it should look like this:

More detail in the table below:
Description
|
RAMPS
|
Wire
|
PCB (marking & red numbering)
|
E0 Thermistor GND
|
T0 (pin1)
|
Ribbon 4
|
T Pin 2
|
E0 Thermistor Signal
|
T0 (pin2)
|
Ribbon 3
|
T Pin 1
|
E1 Thermistor GND
|
NC
|
Ribbon 4
|
P Pin 1
|
E1 Thermistor Signal
|
T2 (pin6)
|
Ribbon 5
|
P Pin 2
|
E0 switched GND
|
D10 -
|
Ribbon 9, 10, 11
|
H Pin 2
|
E0 +12V
|
D10 +
|
Ribbon 6, 7, 8
|
H Pin 1
|
E1 +12V
|
D9 +
|
Ribbon 13
|
MR Pin |
E1 +12V
|
D9 +
|
Ribbon 14
|
MB Pin |
E1 switched GND
|
D9 -
|
Ribbon 15
|
MG Pin 3 |
E1 switched GND
|
D9 -
|
Ribbon 16
|
MK Pin 4 |
E0, E1 always on Fan +
|
NC
|
Ribbon 6, 7, 8
|
H Pin 1 |
| E0 always on Fan - |
NC
|
Ribbon 3
|
T Pin 2
|
| E1 always on Fan - |
NC
|
Ribbon 4
|
P Pin 1
|
The Lasercut Mendel90 kits use 26 AWG ribbon cable, rather than 28 AWG, which means the cabling can carry a higher current and is more than capable of the additional requirements of a hot end rather than a motor.
As there are already ground and +12V connections on the PCB the extruder cooling fans which are "always on" can be wired in, sharing the screw terminal spaces with the thermistor GND and hotend +12V. I was initially concerned that this arrangement might add significant noise to the thermistor circuits and degrade performance but I have noticed no adverse effects.
At the RAMPS end I took the software controlled fan cable from D9, put a plug on it and plugged it into T1 on the Panelolu2 adapter board. In addition the previously unconnected "probe" cable (wire 5 in the ribbon cable) has a plug put on it and then plugged into pin 6 on the T0-T1-T2 6 pin strip.
The firmware needs to be changed to use dual extruders on RAMPS (set "#define MOTHERBOARD 34" in Configuration.h and "#define EXTRUDERS 2" in Configuration_adv.h.
Filament management
The parametric spool holder comes in useful, although the bearings are not required for these light spools:

I have also used some PTFE tubing as filament guides from the spools to the mini extruders.
How to implement it on your Mendel90
As this is still a work in progress I will not go into the fine detail of how to do it but hopefully this summary and the pictures will set anyone who wants to give it a go on the right track.
- Print the parts for the X carriage and RepRapPro mini extruder.
- Get hold of a two hotend kits. (a link to the RepRapPro eMakershop listing - similar hotend kits may be available elsewhere). You will need ptfe tube about 300mm long for each one, id 2.0mm od 4.0mm
- Get hold of the vitamins needed for the mini extruders.
- Assemble the mini extruders and mount on the Mendel90. If you have a laser cut Mendel90 this is straightforward. Any two positions will work:

- Change the existing X carriage and extruder for the new x carriage. The fixings, belt and PCB can be re-used, and the E motor can be re-used on one of the mini extruders.
- Wire it up according to the wiring information above.
- RepRapPro has a good tutorial on slicing multi material files and setting the extruder heights and offsets, although I simply used a single walled cube, added twice to a multi material file and adjusted the offset until both walls printed on top of one another in X and Y.
Next Steps
The printer is working well in dual extrusion mode and the files are on github. I am really looking forward to see more Mendel90s out there with dual extrusion mods. That said I have no intention of stopping here. Still on the todo list:
- A better fan bracket that focuses the air on the extruded part, like the original Mendel90 one.
- Improve the tool change gcode I use in Slic3r and tune the hot ends' PID, ooze temperature, etc to improve print quality and reduce print time.
- 4 or 5 extruder carriage design - I will probably common the "cold" part of the hotend to reduce the number of fans and get the nozzles closer together.
- New cabling plan for a 4 or 5 extruder setup.
- Demonstrate the new electronics - more to follow on this in a couple of weeks.
- Finish off the filament management with a guide incorporating a sponge cleaner
- Design some 4 or 5 colour objects.
- Ask RichRap for his "ultra easy dual mixer hotend" design!
All this will take some time so don't hold your breath! If you are just starting with 3D printing, or looking to make largely functional objects then I recommend staying with a single extruder system such as that on the standard Lasercut Mendel90.



















{kind=link}