
Our Mini Kossel is a version of the excellent Kossel delta robot printer from Johann Rocholl, the designer of the original Rostock delta. It's very quick and easy to put together and relatively economical to source parts for. We have designed some additional parts and incorporated a number of variations from around the community. The changes we have made are described below and all the additional source files are available on Github (look in the T3P3 additions directory)
The Mini Kossel can be bought as a kit or assembled from www.think3dprint3d.com There are 5 colours in stock or we will print you a set in any custom colour we can source and print. All our parts are printed in ABS on our Mendel90 Lasercut production printers which continue to churn out excellent-quality parts every day after almost a year in service.
Linear Rails v Rollers
The initial Kossel design used linear rails:
 |
| Picture (c) hiwin.com |
http://www.electronhacks.com/2013/12/kossel-mini-3d-printer-vertical-movement-tutorial/
http://www.thingiverse.com/thing:308369
and this comparison here: http://www.builda3dprinter.eu/rails-wheels/.
These convinced us to try the roller based option. As we are using Mitsumi aluminium extrusions we got Delrin rollers precision machined:

After many hundred of hours printing the bearings and extrusions are not showing visible wear. The only lubrication we have used is a spray of light oil containing PTFE (for example GT85). It is very simple to tighten the adjusting capscrew to adjust the pre-load and take up any slack if they do wear.
Johann is looking into using recirculating Delrin balls directly on the extrusion as well - well worth following up as and when time permits. Delrin balls are quite pricey, though, but it would be awesome if Airsoft BB pellets turned out to work well. The best carriage for these turned out to be Haydn Huntley's.
RepRapPro mini extruder
This extruder has been proven over many thousands of hours, both on RepRapPro's Mendel and Huxley printers and on our Mendel90 Lasercut multi extruder machine.

We modified this slightly to use easily obtainable pushfit bowden fittings and made a our own version of the quick and simple zip tie mount to fit to the extrusion:

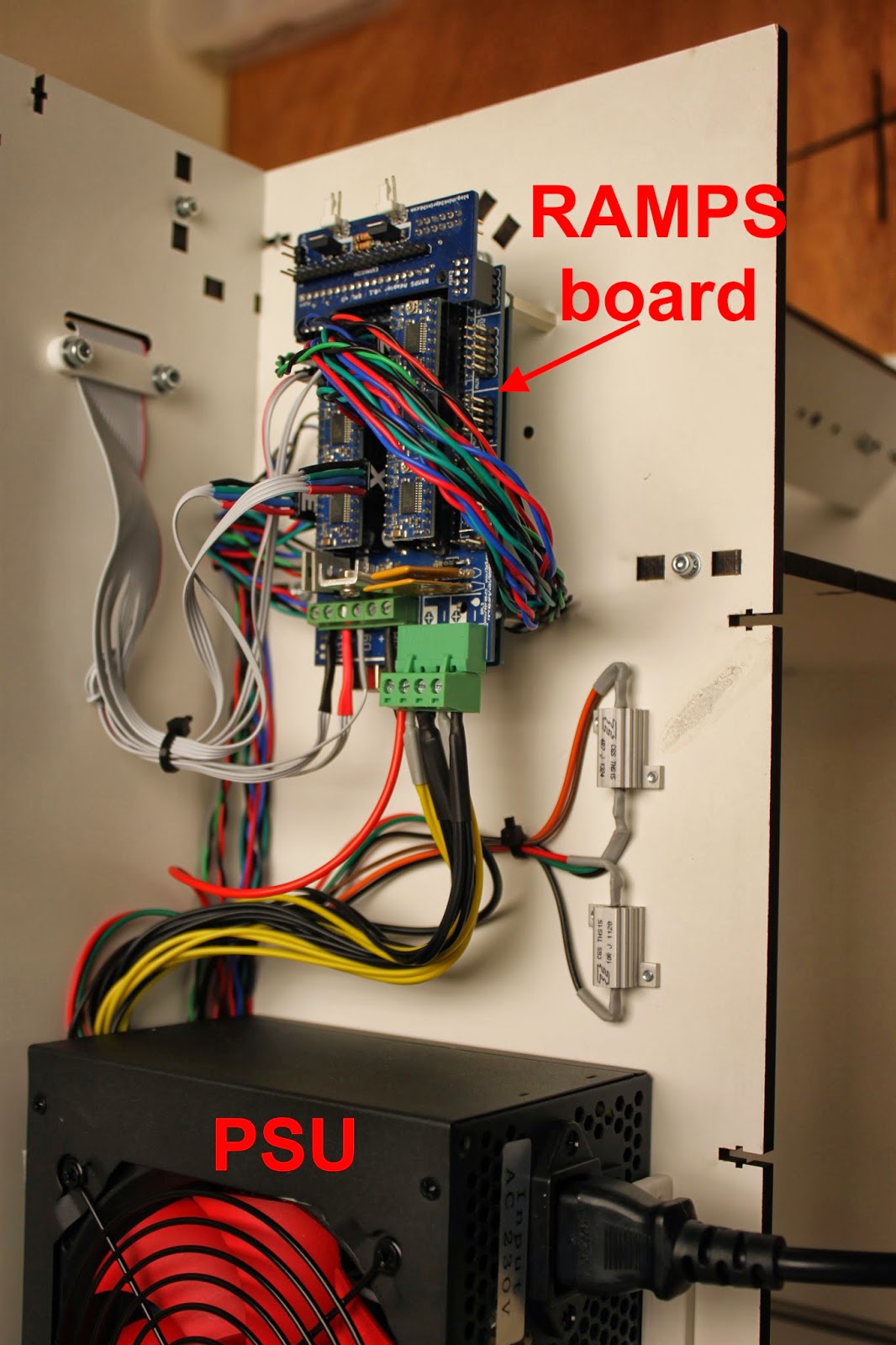
Power and electronics mountings
To keep the kit as simple and user friendly as possible we designed a USB and power plug plate:
That provides a neat interface with the RAMPS in the base of the printer. The non-heated bed version uses a single 5 amp laptop style power supply. We are investigating options for the heated bed version but one being considered is an extension of this plate with another plug for a heated bed power supply. The RAMPS is mounted on another simple plate:

The picture also shows some simple tabs to keep a round glass mirror plate fixed securely using M3 penny washers.

Filament management
A reel holder and filament guide complete the kit:
Build Manual
We have written a comprehensive Kossel Mini Assembly Manual for the kit which we hope will become a useful resource for all. We would really welcome feedback on the manual and suggestions for additional information to add.
Prints
One of the Mini Kossel beta testers did these prints of the EggO egg "thrones" by mageli which are awesome.

PanelOne LCD
Following on from the case design tutorial in SCAD here is more information of the PanelOne, a simple LCD controller for RAMPS. It is optimised for those who want to rout/etch a single sided PCB with only through-hole components. It also uses widely-available 10-way IDC ribbon cables.
The more fiddly elements of the SD card socket and logic level converter are left to an optional, and generally available, daughter board such as this one from adafruit:
 |
| image from adafruit.com |
 |
| image from hobbytonics.co.uk |
The circuit board itself is designed in KiCAD as a single sided board, and was originally designed for Sumpod who commissioned us to design a board that could be routed on a PCB mill and fitted the dimensions of their printer enclosure.

In keeping with the simplicity of the design there is no adaptor board required at the RAMPS end as the pinouts are arranged to match with the AUX2 and AUX3 headers.

The complete KiCad files for the PanelOne are available on github.
Coming Soon
Watch this space... we are working on adding a heated bed and an interesting twist on multiple extruders!























{kind=link}